




分光測色儀在擦窗機器人顏色品控中的應用
擦窗機器人,作為一種專為清潔窗戶設計的智能家用電器,近年來在高層住宅中越來越受歡迎。它能夠自動擦拭玻..查看詳情>>



橡膠制品表面顏色差異是否符合規范,經常會造成品質問題。因此,在制造過程中,使用色差儀對橡膠制品表面顏色差異進行檢測是很有必要的。分析橡膠制品表面顏色差異的原因橡膠制品表面的顏色差異主要是由于含有不同比例的黑色素造成的。一般來說,橡膠制品表面越淺,含有的黑色素就會越多。這種差異也取決于橡膠原料的種類和生產工藝。....
橡膠制品表面顏色差異是否符合規范,經常會造成品質問題。因此,在制造過程中,使用色差儀對橡膠制品表面顏色差異進行檢測是很有必要的。

橡膠制品表面的顏色差異主要是由于含有不同比例的黑色素造成的。一般來說,橡膠制品表面越淺,含有的黑色素就會越多。這種差異也取決于橡膠原料的種類和生產工藝。
1.色母粒是造成色差的主要因素
對于色母粒,在批量生產前需要進行隨機的顏色檢測。既要同上一批次的色母粒進行核對,也要同本次加工的色母粒進行比較。如果色差不明顯,可以認為色母粒合格。如果該批次色母粒有輕微色差,我們可以重新混合色母粒并重復使用,以減少色母粒本身混合不均勻造成的色差。
2.注塑機及模具因素
如果色差是在注塑機中形成的,通常是由澆注系統和排氣槽等因素造成的。為了避免這種影響,應該定期檢查和維護注塑機。
3.工藝參數的影響
例如色差計在測量顏色時變化很大,但是分析色差計的測量數據不是色差的原因。這就需要在不改變注塑成型溫度、背壓、注塑成型周期和色母添加量的情況下,盡可能的調整注塑成型的工藝參數。在調整參數的同時,還需要觀察工藝參數的變化對色澤的影響,如果發現色差,應及時調整。
4.注射溫度和背壓的影響
在生產過程中,經常會遇到某個加熱環損壞或失效,或者由于加熱控制部件的不可控和長期燃燒而導致料筒溫度急劇變化,從而使色度計的測量結果發生較大變化。由這些原因引起的色差很容易確定,因此在生產過程中應經常檢查加熱部件,并在加熱部件損壞或失控時及時進行更換和維護,以減少色差的發生概率。
色差儀檢測橡膠制品表面顏色差異。為了保證橡膠制品的質量,生產企業應該對制品的顏色進行檢測,以確定是否存在表面顏色差異。通過對橡膠制品的色差測量,可以判斷出制品的生產工藝是否正確,從而糾正問題。
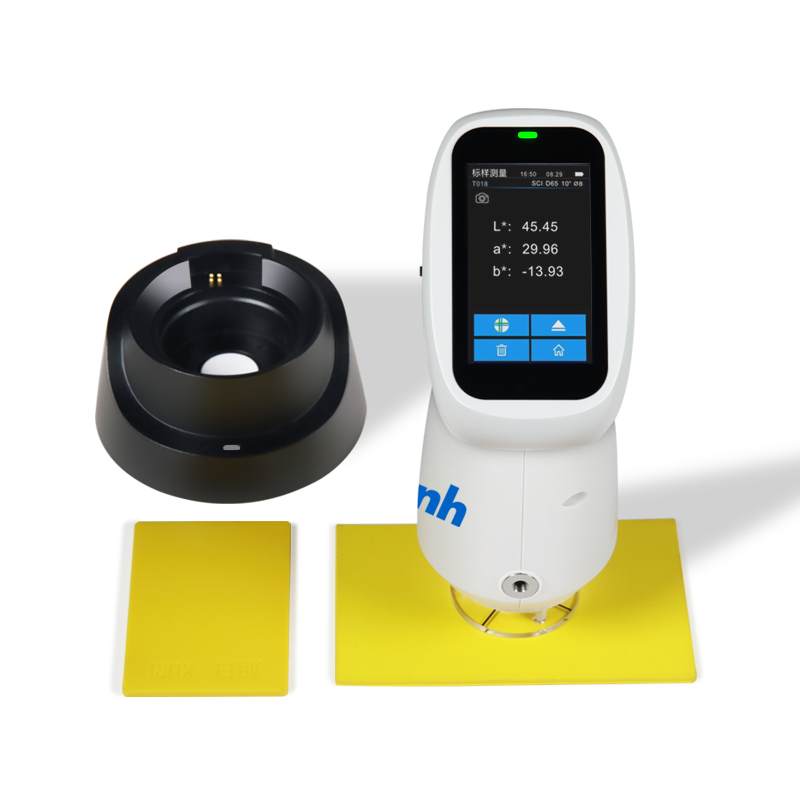
人們通常用肉眼來評價橡膠制品的外觀顏色,但是由于評價光源環境的不穩定性,就很容易導致橡膠制品顏色的評價結果出現差異。因此就需要用專業的測色儀器來進行顏色的檢測,常用的測色儀器就是色差儀。色差儀被廣泛應用于紡織、印染、橡膠、油墨油漆等行業的顏色檢測。它主要依據CIE色度空間的Lab,Lch原理,測量顯示出樣品與被測樣品的色差△E以及△Lab值。只需按照以下步驟,用戶就可以快速檢測橡膠制品的顏色差異。
1.預處理好樣品,準備色差儀
在測試之前,首先就需要選擇合適的樣品,如果樣品表面有明顯的劃痕、污漬等,就會影響到檢測結果的準確性。在檢測過程中,由于色差儀的測量孔會多次接觸樣品,未經處理的樣品表面污漬就會污染色差儀的測量口徑。
2.色差儀校準
高精度的色差儀產品一般都具備自動校正功能。只有通過校正的色差儀才可以用于測量,如果未經校正,那么測試結果很可能出現較大的偏差。
3.開始測量
把準備好的測試樣品標記,比如A為標準樣品,B為被測樣品,然后開始測量二者的色差。將樣品放置在儀器測量口處,記住要堵住測量口,使其不漏光即可,按下側面的測量建進行測量。
4.結果對比分析
測得兩個樣品之間的色差數值,然后對比色差標準進行分析。測量的結果也是作為后期調色配色的依據。
通過使用色差儀解決橡膠制品表面顏色差異的方法.該方法是通過在橡膠制品表面添加一層反射性更好的材料來實現的.這樣,不僅可以減少表面顏色差異,還可以提升產品外觀效果.
產品型號:PS2010
產品介紹:PS2010色差儀是一種體積小巧、電池驅動的手持便攜式色差計,適用于快速色彩控制。??
橡膠色差檢測儀先測量目標,再測量樣品。一秒鐘后,顯示屏上即會顯現色差值(以L*a*b*和dE*或L*C*H*和dE*表示)。??
試驗原理:采用8°方向照明擴散受光方式,測量口徑為8mm,適用于各領域應用。??
使用條件:所有測量均在標準的D65光源和10°觀察條件下進行,CR-10可連接外部打印機將測量結果打印出來。
技術參數:
照明/受光系統:8/d(8°照明/漫射受光),含鏡面反射光
測量口徑:約Φ8mm
顯示模式:?(L*a*b*)/?(L*C*h)/?E*ab
測量范圍:L*:10~100
測量條件:CIE?10°標準觀察者,CIE?D65光源
重復性:標準偏差?E*ab0.1以內(條件:測量白色校正板)
測量間隔:約1秒
標準色:一組,以測量輸入
電源:5號電池(×4)或電源適配器
電池性能:堿錳電池:以10秒間隔測量可測2,000次
鎳鎘電池:以10秒間隔測量可測600次
操作溫濕度范圍:0°C~40°C,相對濕度80%以下(35°C),無凝露
標準配件:軟包CR-A68,保護蓋CR-A72,腕帶CR-73,5號電池×4
可選配件:電源適配器AC-A308,打印機連接線CR-A75
上一頁 : 色差儀測量ABS塑膠原料注塑制品色差
下一頁 : 色差儀檢測硅膠制品色差方法

添加微信咨詢
 地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
 電話:020-82880288
電話:020-82880288
手機:18924229947
Copyright ? 2024 廣州保來發儀器有限公司 版權所有 粵ICP備2022072934號


