




分光測色儀在擦窗機器人顏色品控中的應用
擦窗機器人,作為一種專為清潔窗戶設計的智能家用電器,近年來在高層住宅中越來越受歡迎。它能夠自動擦拭玻..查看詳情>>



近年來,電鍍工業的發展迅速,并且呈現出色差儀的使用成為行業的標準的趨勢。色差儀的出現,為電鍍行業的發展提供了快速、準確的色彩管理服務。一般電鍍色差儀測量色差的步驟:1、先校準色差儀,使用自帶的標準白板2、測量標準的顏色(標準:L*a*b*)3、測量樣品的顏色(樣品:L*a*b*)4、儀器自動計算出色....
近年來,電鍍工業的發展迅速,并且呈現出色差儀的使用成為行業的標準的趨勢。色差儀的出現,為電鍍行業的發展提供了快速、準確的色彩管理服務。

一般電鍍色差儀測量色差的步驟:
1、先校準色差儀,使用自帶的標準白板
2、測量標準的顏色(標準:L*a*b*)
3、測量樣品的顏色(樣品:L*a*b*)
4、儀器自動計算出色差的數值DeltaE
當然,色差有好幾個計算公式,常用的有DE76(DEab)、DE94、DE2000、DECMC等,這幾個公式大多應用的行業不同。
這里我們以保來發色差儀為例來詳細為大家講解下。電鍍色差儀主要組成部分為:光源、積分球、光柵、光電檢測器和測色軟件,假如測得有兩組數據,分別為樣品以及標準品的L、A、B值,△代表變化,那么色差△E的計算公式為:
△E=[(△L)2+(△a)2+(△b)2]1/2
△L=L樣品-L標準(明度差異)
△a=a樣品-a標準(紅/綠差異)
△b=b樣品-b標準(黃/藍差異)
我們光知道了色差計算公式還不行,還不許要弄清楚其表示的含義,才能更好的掌握色差值△E的標準范圍。
通常,我們都是用△E來表示總色差的大小,數值越小表示色差越小,△L是表示黑白程度的,△a是表示紅綠差異的,△b是表示黃藍差異的。
△L+表示偏白,△L-表示偏黑
△a+表示偏紅,△a-表示偏綠
△b+表示偏黃,△b-表示偏藍
每個客戶對于△E要求的標準范圍都不相同,而不同行業的△E的要求也是不相同的,但是總體來說可分為以下幾個階段:
0 - 0.25△E
△E值的范圍在上面的范圍,代表非常小或沒有;理想匹配
0.25 - 0.5△E
△E值的范圍在上面的范圍,代表微小;可接受的匹配
0.5 -1.0△E
△E值的范圍在上面的范圍,代表微小到中等;在個別一些行業應用中可接受
1.0 -2.0△E
△E值的范圍在上面的范圍,代表中等;在特定的行業應用中可接受
2.0 - 4.0△E
△E值的范圍在上面的范圍,代表有差距;在非常少的行業特定應用中可接受
4.0△E以上
△E值的范圍在上面的范圍,代表非常大;基本是不可接受
?1、底涂后產品的放置時間越長越容易色差,電鍍好的成品長時間也不噴面漆,也會造成這個問題。
?2、電度的電流和電壓、自轉,蒸發時間,電鍍材料的多少和放置都會有影響,還有真空度的高低也會有影響。
?3、電鍍車間的空氣濕度會影響到色差,工件的大小和形狀也會影響。
?4、底漆未干透,這個也是造成色差的重要原因。
?5、電鍍材料的純度也會導致電鍍件表面出現色差問題。
?為了確保電鍍件的顏色品質,廠商在批量生產前,首先就需要和客戶確認電鍍件標準色樣及色差參考樣,從而幫助電鍍廠參考打板。
?而由于以上多種因素,不同電鍍廠生產工藝不一樣,難免出現打樣板顏色差異的問題;
?因此,就可以通過電鍍色差計來進行測量,評定打樣板與標準色樣之間的色差程度,處理電鍍色差問題。
由于電鍍工藝、槽液等不能控制在絕對一致的條件所以或多或少會存在色差的問題,所以我們使用色差儀檢測電鍍件色差。
根據客戶對精度等的要求,我們選用分光色差儀PS2080對同一批次不同樣品間的色差進行測量。PS2080自帶攝像頭取景功能,能準確定位測量位置,讓測量更簡單!
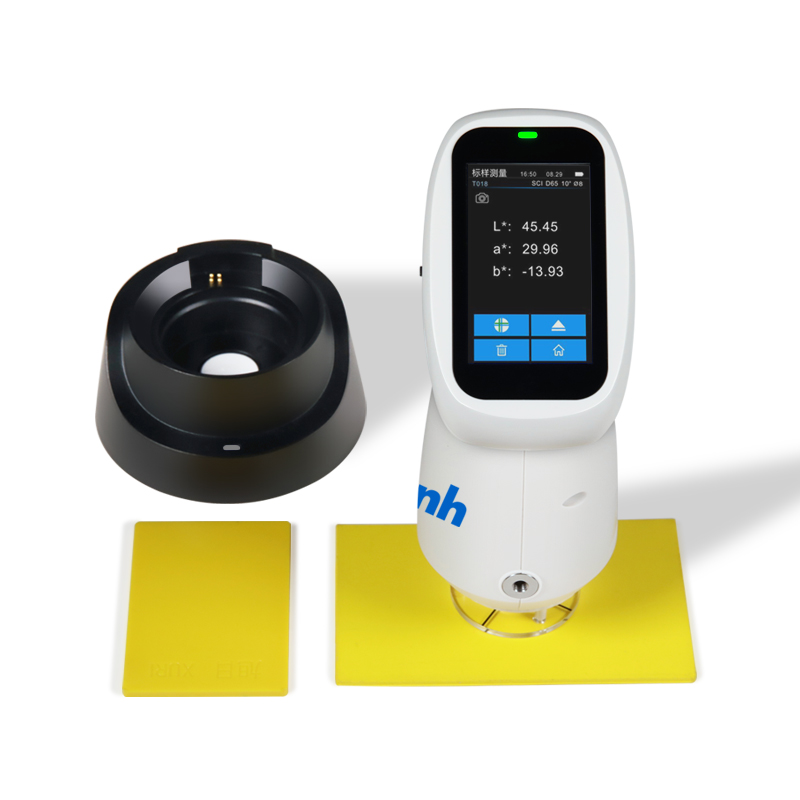
黑白校準后,對單個樣品進行兩次測量,測試儀器的重復性。然后對相同批次間兩個樣品進行色差對比。
若行業內對容差有要求,則需對容差進行設置。
在電鍍行業中,生產商家要懂得掌握客戶對產品的要求在哪個范圍之內,用色差儀測出的數值提交給他確認后,產品才不會因不符合要求而被拒絕。
本文鏈接:http://www.pk10qp.com/news/736.html
上一頁 : 液體色差儀用于藥物溶液顏色品質管控
下一頁 : 色差儀在噴涂領域中的應用

添加微信咨詢
 地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
地址: 廣州市增城區荔湖街道新城大道400號低碳總部園B33棟6、7、8層
 電話:020-82880288
電話:020-82880288
手機:18924229947
Copyright ? 2024 廣州保來發儀器有限公司 版權所有 粵ICP備2022072934號


